目次
- 加工におけるレーザの基本、ならびに加工用レーザの種類、特徴、適用例及び動向
- レーザ加工の基本、ならびに レーザ加工法の種類と特徴
- レーザ加工現象、ならびにレーザ加工欠陥の種類と特徴および防止法
- レーザ加工法の種類の続きと特徴とレーザ溶接の基礎 溶接条件の影響と溶接現象・溶接欠陥
- レーザ加工現象、レーザ加工欠陥の発生と防止策、ならびに各種材料のレーザ加工性
- レーザ溶接に関する欠陥(割れ)の種類、異種材料、モニタリングと適応制御、実用化例
加工におけるレーザの基本、ならびに加工用レーザの種類、特徴、適用例及び動向
【はじめに】
自己紹介
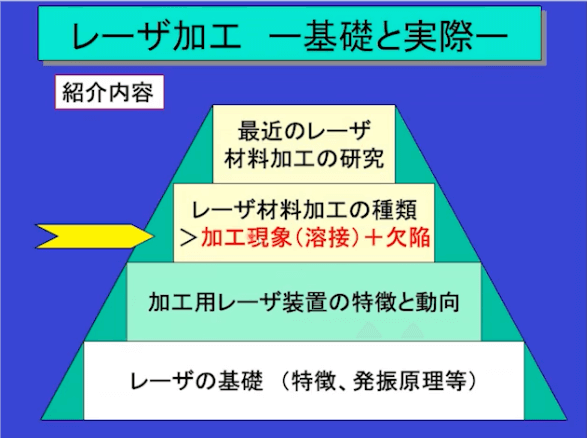
【講演概要】
レーザーの基本およびレーザー加工の基本、加工用レーザーの種類とか特長、適用例、動向。それからレーザー高校の種類と特徴。これらを順次紹介していきます。
【レーザ(1960)から63年】
メイマンという人が1960年にレーザー発振するいうのを見つけてから、今年で63年ちょっとになるということになります。
【メイマンの発明したルビーレーザ】
ノーベル賞を取った学者などにはルビーでは出ないだろうと言われていたが、実際には赤色のレーザーの発振を確認したというのが1960。
【大出力レーザ装置の例と使用経験のあるレーザ装置】
CO2レーザー、YAGレーザー、ファイバーレーザーという大きなそれぞれのレーザーがあった場合の例。
【レーザ高速溶接例 リモート溶接/スキャナー溶接】
自動車業界を眺めますと、実際に殆どの分野で抵抗スポット溶接というもので、自動車が作られてます。
【レーザ切断機】
CO2レーザーになりますけれど、切断で最近は代わりにファイバーレーザー、ディスクレーザーというのがよく使われてます。
【ファイバーレーザリモートの切断事例】
リモートの場合はレーザー自身が遠く離れたところから、オイルガスも全然使わずに切断ということになります。
【携帯機器へ適用されるレーザ加工】
携帯電話等を見ていきますと、実はレーザーが色んなところに使われています。
【(パーカッション)穴加工】
レーザーによる穴あけで、それは場合によってどこがメッキされ、どこまで穴を空ける、あるいは貫通して穴を空ける、上下貫通して穴を空ける、こんな穴が作られているということになります。
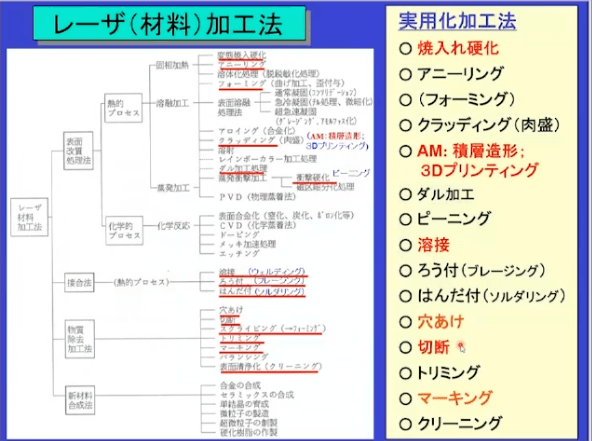
【レーザ(材料)加工法】
レーザー加工というのはいろんなところに使われているということになります。レーザー材料加工で、最近の様々なレーザー加工方法を見ていきます。
【レーザによる各種加工現象】
表面改質処理法、接合法、物質除去加工法など、それぞれの各種加工現象と解説。
【講演概要】
レーザーと物質との相互作用はどう考えるのか。それから材料の温度が上がって下がったりしますので、温度分布であり、その結果以下の変形が起こります。そういったところをどういう風に考えるのかということなところを紹介します。
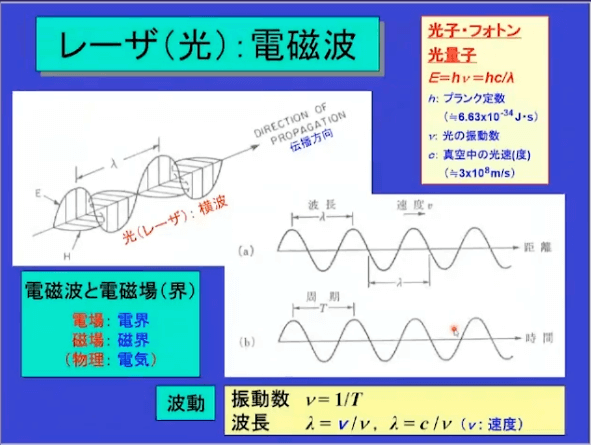
【レーザ(光):電磁波】
まずレーザー光というものは電磁波であると言えます。電磁波とは何かというと、進んでいく方向に向かって、電場と磁場が交互に進んでいく。ですから、進んでいく垂直の方向に強さを持っているので、縦波ではなく横波です。
【レーザの特徴】
レーザーの特徴は一般に単色性が優れているという風な言い方をします。周波数スペクトル幅が狭い。自然光とレーザーを比較。
【レーザの特徴と(溶融)溶接】
溶接に関連して、パワー密度の高いというのはどういうとこか。
新規レーザーというのは、パワー密度が高い、高パワー密度(高輝度)熱源高エネルギーがあるという言い方をします。
【講演概要】
レーザーの特徴を過去に使ったところも紹介しました。次はレーザーの発振の基礎的なところを紹介します。
【レーザ発振の原理】
原子数は、ボルツマン分布則にしたがって決まるというのが普通です。しかしこれではレーザーは出てこない、レーザーはどういうことをしているか。
【光の吸収、自然放出および誘導放出】
例えば電子が吸収して上のエネルギーの状態に移る行為の後を吸収、それから上のエネルギー状態にあったものが下のエネルギー状態になるという自然放出があります。
それからもう一つ光が励起され誘導して光が2つになってきたということで、誘導放出というレーザーにつかわれている機構となります。
【レーザ発振と条件(エネルギー準位と共振器)】
レーザーはエネルギー準位は3つ以上必要です。また、2つ以上のミラーで共振器は構成されます。
【レーザ発振とエネルギー準位】
各レーザーの種類によるレーザー発振時のエネルギー状態の説明をします。

【講演概要】
発振原理、それから加工用レーザーの特徴について見ていきます。光ファイバーの種類と特徴についても紹介します。
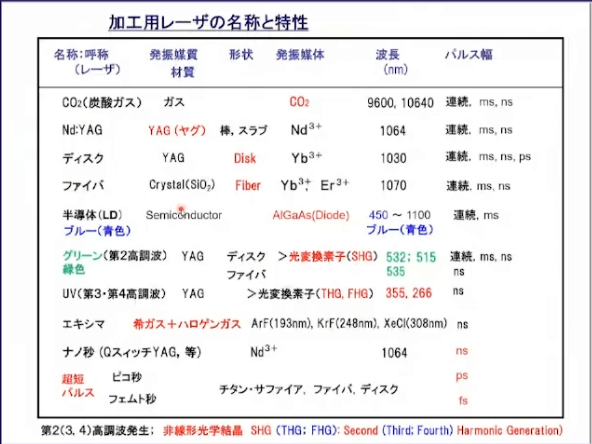
【加工用レーザの名称と特性】
何がレーザーを出しているか(媒質)、形状、それからレーザーを出す発振媒体、それから その結果の波長。それから連続かパルスか、パルスの幅がどうかこういったところの特徴を書いて、この名称がなぜそう言われているかというのを表と関連づけて書いています。
【加工用レーザの種類と発振波長】
波長の長さによるレーザーの種類。
【加工レーザ装置の動向】
加工用のレーザーでまず最初CO2レーザーというのが作られ、YAGレーザーが作られ、そしてエキシマレーザと波長を短くして作られていきます。
【溶接用レーザ装置とパワーレベル(動向)】
現在使われているレーザーというと、半導体レーザー、ディスクレーザー、ファイバーレーザーに注目されていて、いずれも効率が非常に良い。
【レーザ加工機】
レーザーをCO2タイプとYAGレーザータイプに分けて考える。
それぞれの特長を解説します。

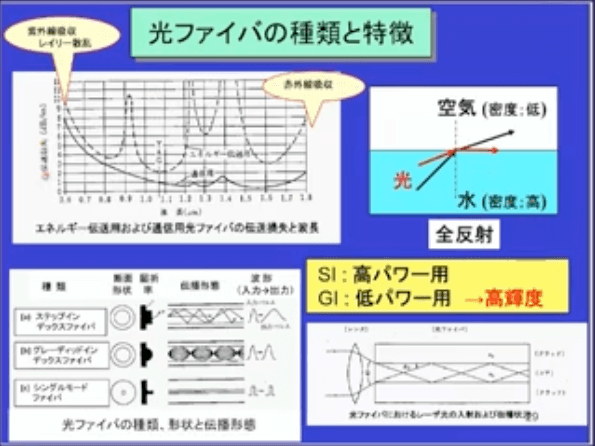
【光ファイバの種類と特徴】
YAGレーザーから出てきたレーザーを直接使うことも可能なんですけど、ファイバーで伝送するこのファイバーの伝送用のファイバーはどのようなものかというようなことで紹介します。
【講演概要】
レーザーの加工に関連した紹介。
【レーザ溶接性に及ぼす各種因子の影響】
物の加工するということになると、レーザーに関連するもの、材料を加工しようとするシールドに関連するもの、そして材料に関連するものに分けて考えておくといいということになります。
【レーザ出力波形】
CO2レーザー、YAGレーザーの時代のもので書いていくと、連続で出るか、それをパルス化して使うか。それから実際には普通のYAGレーザーはパルスで出てて、大きなパワーで連続で出すことができるようになっている。そのピーク値を2倍に出すことができるとかいうようなレーザーが開発されて、品質のいいCO2とかYAGレーザーはその連続をパルス化して使う。
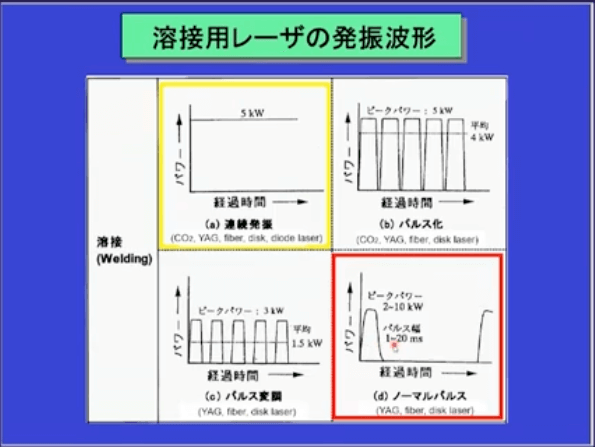
【溶接用レーザの発振波形】
溶接用を考えると、連続発振かパルス発振かということを示す表の場合、パルス発振幅が 1msから20ms、次のレーザーが出てくるまでの時間が長いので大体が加工が終わってるということになります。
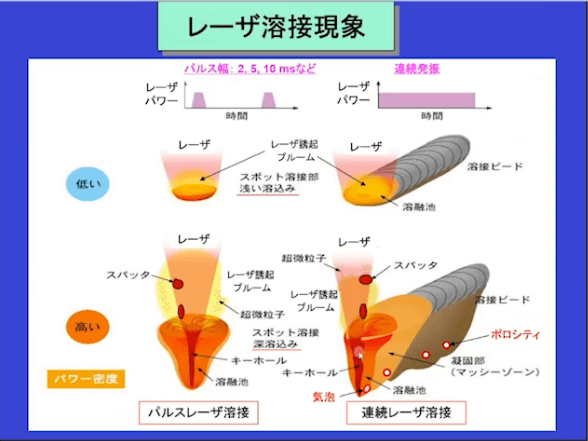
【レーザ溶接現象】
熱伝導タイプの溶け込みという、レーザー熱があって、それが伝わることによって溶けた浅い溶け込みとなります。
パワー密度が高くなってくると、キーホールという穴がレーザーが当たったところに穴が空きます。
【レーザ照射時の様子】
レーザー照射時の穴あきの様子など。
【レーザ穴あけ例】
10ps、1ps、150fsの角穴あけ例の実例。
【レーザ集光モニター】
レーザーのパワーやパワー密度はどう影響するか。
【レーザのパワー密度(強度)と横モード(TEM)】
最近またパワー密度の分布の影響が色々され出したので、パワー密度、横モード(TEM)、ドーナツモードなど解説。
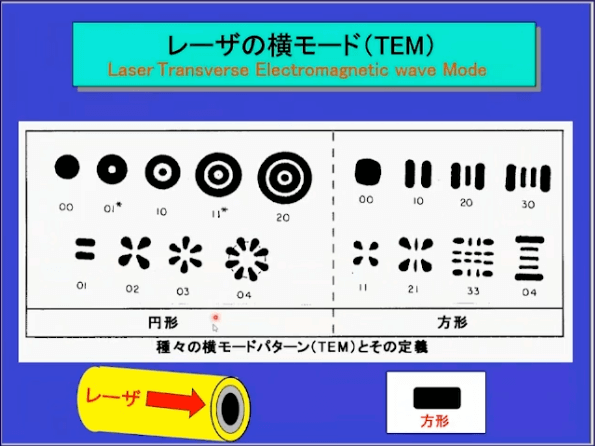
【レーザの横モード(TEM)】
横モード(TEM)は、四角い(方形)か丸(円形)かで、モード表示が変わります。
【リングモード(2重コア)ファイバーレーザにおける出力パターン】
近年のファイバーレーザの加工例として、真ん中のみのレーザーパターン(リングモード)や、外だけ(センター)のパワーを持ってるレーザーパターンを足すと、スパッタが少ないあるいはフローホールが少ないものを作ることができる。
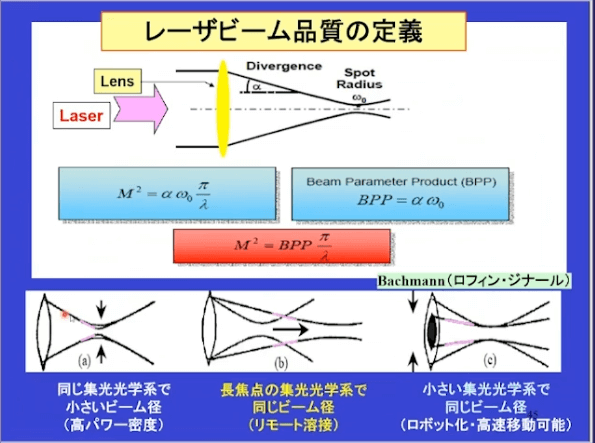
【ビーム品質(M², K値, BPP)】
M2(エムスクエア)とBPP等の丁寧で詳細な各説明と関連の解説。
【レーザと各種加工法の条件範囲】
各種レーザーのビーム品質BPPとレーザー出力の相関性の説明と、種々の加工法の条件杯を解説します。
【種々のレーザにおけるビームパラメータの比較】
各種レーザーのビームパラメターをわかりやすい図でワーキングディスタンスの説明とともに解説します。
【レーザビーム品質の定義】
BPPが小さいと同じレンズで絞るとここは小さく絞れ高パワー密度のが作れます。その他メリットがあるため、BPPが小さい高品質ビームのレーザの開発が進んでいます。
【溶込み深さに及ぼすファイバーレーザの影響】
ファイバーレーザを使った溶接の溶け込み深さの解説をする。ファイバーレーザーのパワーが上がると、溶け込みが深くなる。CO2の場合は大きなパワーを使うと、アルゴンを使うとプラズマができて溶け込まない。
【SUS 304およびA5052合金の溶込み特性に及ぼすレーザパワーの影響】
アルミニウムとステンレスの加工比較をします。
【溶込み形状と深さに及ぼすパワー密度の影響】
パワー密度がどんどん上がっていくとスパッタが多く飛びそうに思いますけど、スパッタは減ってきて、最終的には普通の時が一番よくスパッタが飛んだ。
【講演概要】
ビーム品質の定義と加工のところを紹介しました。次はレーザー加工の基本ということで、反射とか実際的な話の相互作用をします。
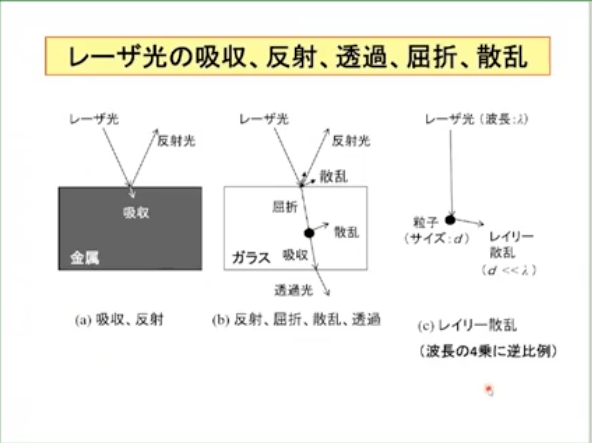
【レーザ光の吸収、反射、透過、屈折、散乱】
レーザーを照射すると、一部吸収して金属の場合反射する。レーザーを照射すると散乱して反射する。ガラスなどの場合、屈折が起こって中に不純物があったら散乱を起こし、これでまた透過する。また、レイリー散乱の説明も行う。
【レーザ光の吸収特性】
アルミニウム、銅、銀など各金属があって表面が平らで研磨されているところに、レーザーを垂直に照射した場合の吸収率を示す。
【温度上昇に及ぼすレーザの吸収率と材料の熱伝導率の影響】
吸収率と熱伝導率は反対の関係にあり、アルミニウム材料を例に説明する。
【レーザ吸収機構】
CO2 レーザを例にレーザの吸収機構の解説をする。
【質疑応答】
(質問)銅の加工もしくは溶接というのがグリーンとかブルーで良くなってきてる。これが出てきたというのは何かアルミニウムとか銅とかっていうのが加工に非常に大きな影響があるという事ですか。
(回答)電気自動車関連で銅の加工が注目されています。理由ととともに回答します。後のセミナーで詳細を説明予定です。
レーザ加工の基本、ならびに レーザ加工法の種類と特徴
【レーザ光の吸収、反射、透過、屈折、散乱】
まずレーザを様々な材料に照射すると、通常金属の場合は非常に大きく反射します。一部吸収して、それが溶融し加工に使うことになります。
またガラスやプラスチックの場合は、透過していく場合があります。レーザ表面と散乱が起き、反射して透過します。散乱の段階ではこの中で吸収も起こり、不純物などがあると散乱します。
【レーザ加熱蒸発法による超微粒子の作製】
超微粒子などの程度かというと、レーザを照射し、蒸発したものをガラスや金属に設置し蒸着させて、それを抽出レプリカ法で抽出します。透過型電子顕微鏡で観察すると、約20ナノメーターのサイズで確認することができます。
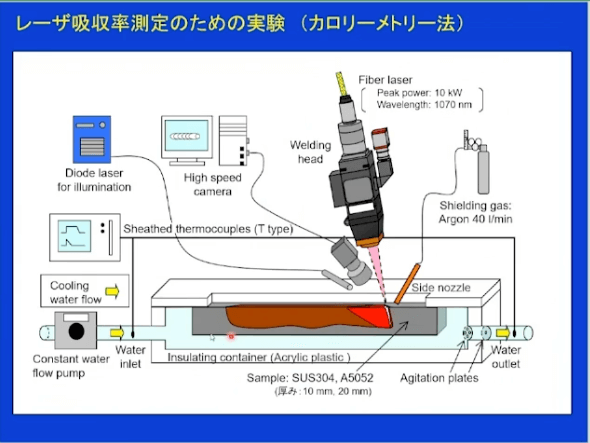
【レーザ吸収率測定のための実験(カロリーメトリー法)】
浴槽の中に小型の板を用意し、水をゆっくりと流していきます。そしてこの板にレーザ溶接を行います。
すると図の部分の温度が溶接後、上昇し下がっていきます。
【ファイバレーザ吸収 と YAGレーザ吸収の比較】
焦点はずし距離を変えてYAGレーザでの溶接、それからファイバーレーザとでの溶接をします。そしてYAGレーザよりもファイバーレーザの方が吸収率が高いということが分かります。
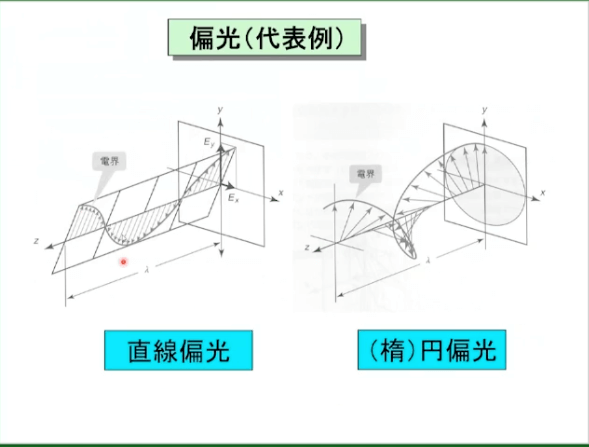
【偏光(代表例)】
今度は違う表現の電界で考えてみます。
【レーザ偏光の影響】
レーザーを金属に照射したとすると、レーザー光線の中心軸と金属板の垂線でできている面を入射面として考えます。
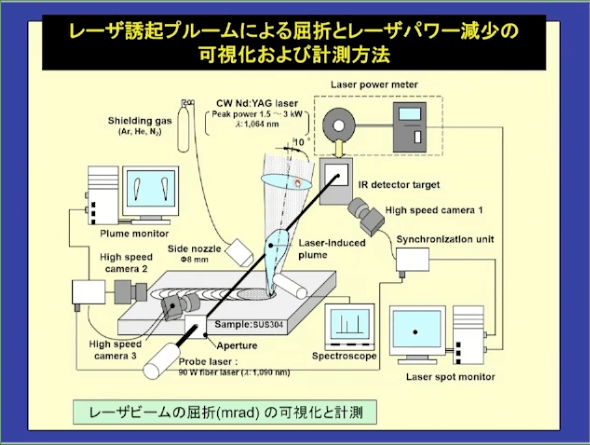
【レーザ誘起プルームによる屈折とレーザパワー減少の可視化および計測方法】
レーザ溶接のなかで、プルームというのはどんな影響をしているのか見てみましょう。
【レーザ誘起プルームによるプローブレーザの挙動】
まず最初にYAGレーザを見てみましょう。2.9m以上離れており、分光するとFe5というように、非常に長く小さい波長です。そこでこれを温度に換算してみます。
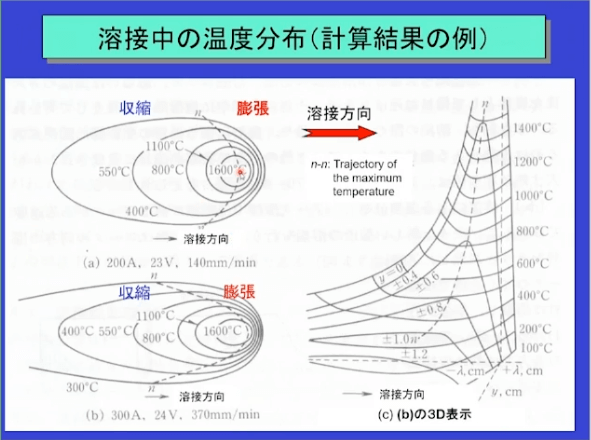
【溶接中の温度分布(計算結果の例)】
溶接の場合の計算結果が表された図を見ながら考えてみましょう。
速度が遅いと温度分布は、レーザが当たっているところは温度が高く周りの温度が低いということになります。
【CW Nd:YAGレーザによるビード・オン・プレート溶接】
レーザ溶接の現象を見てみましょう。
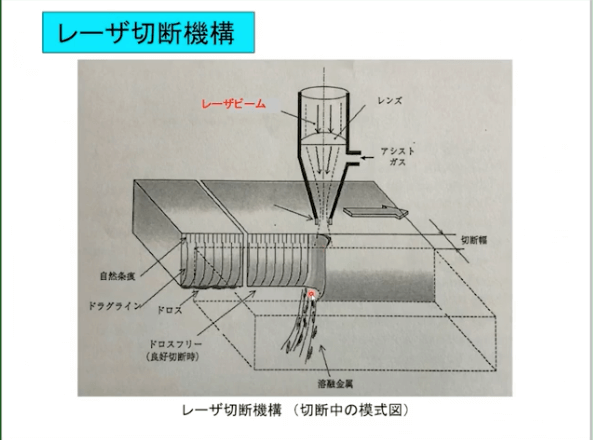
【レーザ切断機構】
上部はレーザーの熱で切断するため真っ直ぐですが、そしてそのあと融液が流れるとして切断面を見ると、ドラグラインという線上の部分は見ることができます。
【レーザ切断例 (1)】
様々なレーザ切断例を見てみましょう。
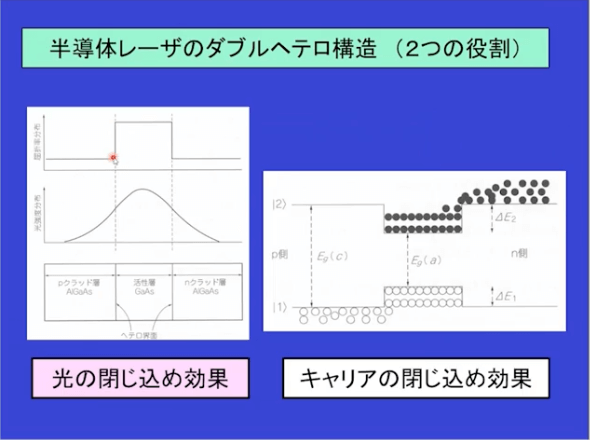
【半導体レーザのダブルヘテロ構造(2つの役割)】
2つのグラフを見ながら考えてみましょう。
【半導体レーザのエネルギー準位とレーザ装置の集光の例】
4つの図やグラフを見ながら考えていきましょう。
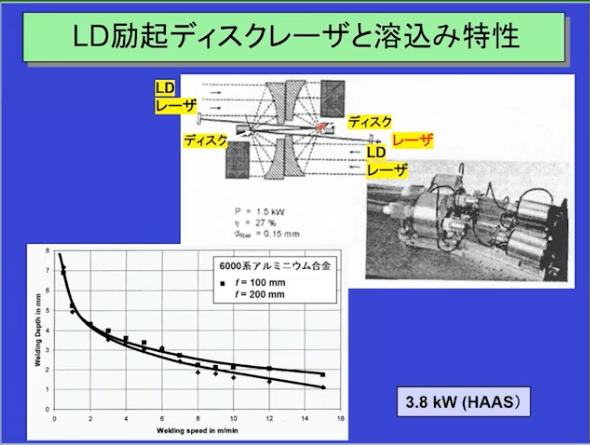
【LD励起ディスクレーザと溶込み特性】
高パワー化するために2つの半導体ディスクが配置されており、その間で行ったり来たりすることで取り出すことができます。
【 グリーンレーザ発振装置 (ディスクレーザ+SHG結晶)】
グリーンレーザ発振装置を図で見ていきましょう。
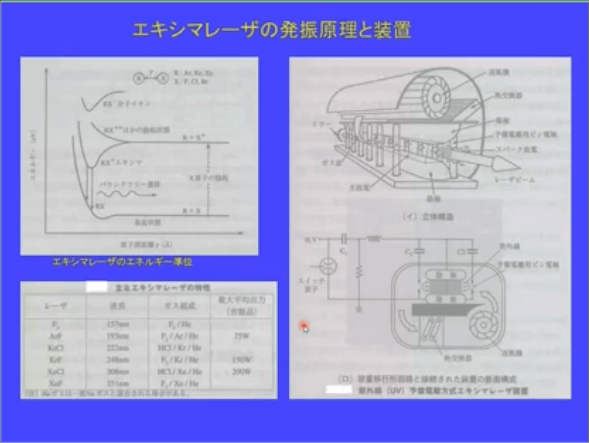
【エキシマレーザの発振原理と装置】
次に高波長個体のエキシマレーザを見ていきましょう。
【エキシマレーザ】
KrFの組み合わせのグラフから見ていきましょう。
【質疑応答】
Q.高強度のレーザを用いることでレンズや結晶などのオプティクスにダメージは出ないのでしょうか?
Q.プルムとプラズマ、どちらも吸収の影響が大きいと思いますが、どちらがより影響が大きいのでしょうか?
Q.ファイバーレーザーのリングモードとガウシャンモード(センターモード)で速い加工ができるのでしょうか?
Q.ポロシティは時間の強度を一気にあげたら出るとのお話でしたが、ナノ秒レーザーからピコ秒レーザーにすることでポロシティはどのようになりますか?
レーザ加工現象、ならびにレーザ加工欠陥の種類と特徴および防止法
【講演概要】
加工用レーザの種類、特徴、適用例と動向として紹介してきましたが、その続きから紹介していきます。
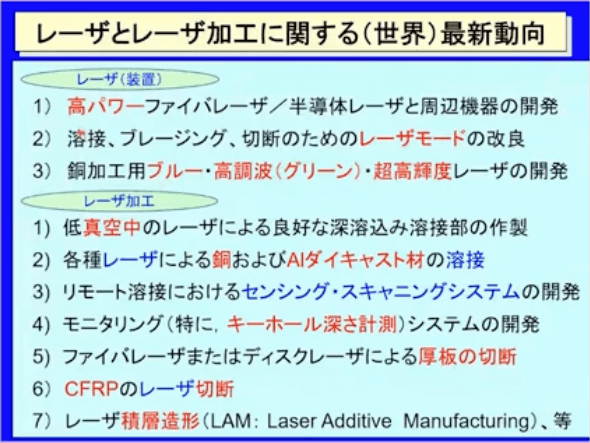
【レーザとレーザ加工に関する(世界)最新動向】
装置と加工法の分類、レーザ装置とレーザ加工それぞれの世界最新動向。
【溶融池の高速度カメラ観察 (高速溶接時)】
溶接用レーザの紹介。溶融池の高速度カメラ観察。
【リングモード(2重コア)ファイバレーザにおける出力パターン】
速度別のレーザビームとキーホールの位置関係およびスパッタの発生状況を図解します。
【典型的な溶接速度におけるレーザ溶接時のレーザビームとキーホールの位置関係およびスパッタの発生状況】
ビームモード別の溶接現象の解説。
【通常レーザまたはARMレーザによる溶接現象(模式図)】
ビームモード別の溶接現象の解説。
【アルミニウム合金レーザ溶接時の溶融池の表面状況とキーホール挙動の同期観察】
アルミニウム合金レーザ溶接時の詳しい解説。
【通常レーザとARMレーザ溶接部のポロシティ生成傾向の比較】
通常レーザとARMレーザ溶接部の断面比較など。
【厚板のレーザ切断品質 (CO2 レーザ 対 固体レーザ)】
薄板、厚板のレーザ切断時の解説と動向。
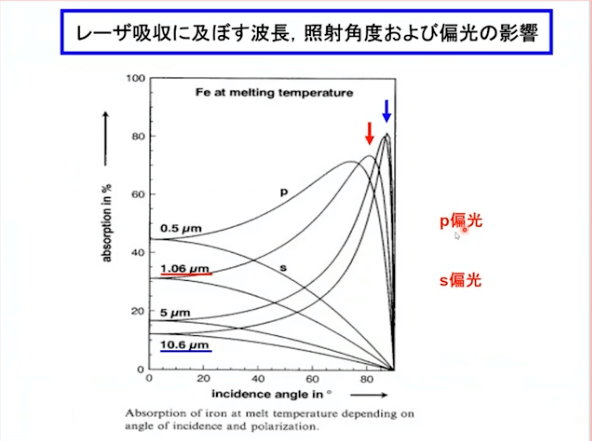
【レーザ吸収に及ぼす波長,照射角度および偏光の影響】
レーザの偏光波長ごとの吸収率などのグラフ比較。
【ファイバレーザ切断品質に及ぼすビーム形状の影響】
薄板から厚板まで、一つのレーザ装置で加工できるようになったので紹介。
【ファイバレーザのパワー密度分布と切断結果】
モードの違いによるレーザのパワー密度の違いや切断面の改善。
【銅(Cu)のレーザ溶接】レーザーの吸収機構(基礎)
銅を中心に、レーザ吸収機構や各種レーザごとの溶接例。
【自動車における製品と銅のレーザ溶接例】
電気自動車が注目されて増えているなか、検討されている加工例など。
【レーザの吸収特性】
様々な説があるなか、統一的な意見を紹介。
【固体のエネルギー・バンド構造】
エネルギー・バンド構造の原子の変化などの図解。
【固体内の電子状態とその運動】
エネルギーと運動の状態。
【金属内での自由電子の振る舞い】」
レーザ照射時の電子状態の比較。
【銅・銀・金の吸収スペクトルと光の吸収(発色)】
素材ごとの吸収状態の比較図とその解説。
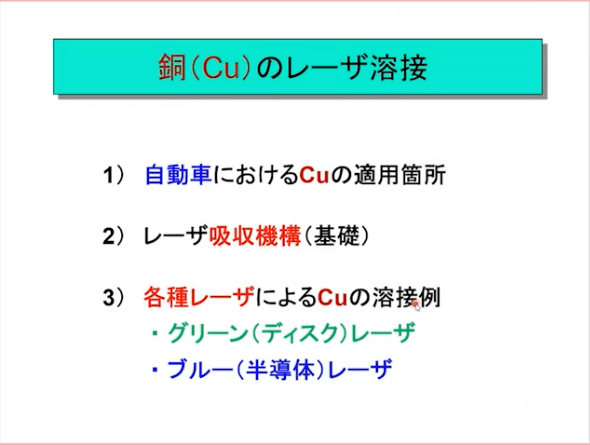
【銅(Cu)のレーザ溶接】各種レーザによるCuの溶接例
実際のレーザの場合の銅の溶接例。
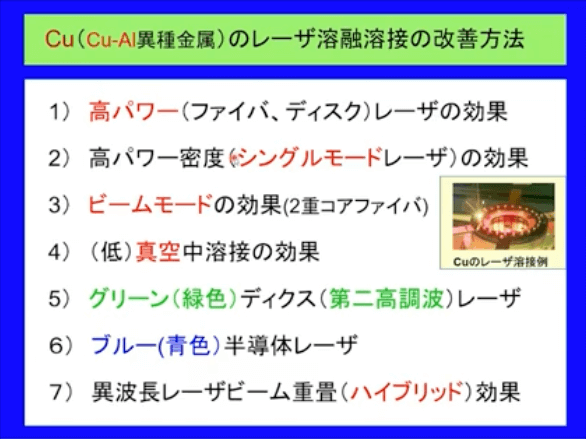
【Cu(Cu-Al異種金属)のレーザ溶融溶接の改善方法】
銅のレーザ溶接時の改善方法の紹介とその解説。
【銅のレーザ溶接現象】
レーザごとの銅のレーザ溶接時の改善手法。
【銅板のメルト・ラン溶接スパッタ数】
通常ファイバレーザおよびARMファイバレーザの溶接時の映像比較。
【銅板に対する通常ファイバレーザおよびARMファイバレーザによる溶接】
レーザごとの溶接スピードにおけるスパッタの発生の違いなど。
【大気中および低真空中において得られたファイバレーザ溶接部の比較】
溶接部の図での比較。
【グリーンレーザ発振装置 (ディスクレーザ+SHG結晶)】
グリーンレーザ発振装置 の図解。
【銅(Cu)のグリーンレーザ溶接例】
溶接部の解説。
【青色半導体レーザとCu薄板のレーザ溶接部】
青色半導体レーザとCu薄板のレーザ溶接部の画像比較。
【青色半導体レーザ搭載積層造形装置とCuの造形物】
日本の青色半導体レーザ搭載装置の紹介。
【青色半導体レーザに期待される加工例】
銅、メッキ、アルミなど素材ごとの加工例。
【グリーンディスクレーザ【Green】での溶接】
グリーンディスクレーザ【Green】の板の溶融状態とキーホールを動画で解説。
【ブルー半導体レーザ【Blue】での溶接】
ブルー半導体レーザ【Blue】の板の溶融状態とキーホールを動画で解説。
【ARMレーザ【IR-リングモード】での溶接】
ARMレーザ【IR-リングモード】の板の溶融状態とキーホールを動画で解説。
【純銅のグリーンまたはブルーレーザ溶接における利点とスパッタの少ない場合の理由】
よく言われていることをまとめ。レーザーの種類ごとの加工に特徴の比較。
【青色半導体レーザと近赤外固体レーザとのハイブリッド】
青色半導体レーザの欠点を補う形で近赤外固体レーザとのハイブリッドが開発された。
【青色半導体レーザと近赤外固体レーザとのハイブリッド加工法とそれぞれで得られた溶接部】
青色半導体レーザと近赤外固体レーザそれぞれの欠点とそれを補ったハイブリッド加工法の解説。
【各種のグリーンファイバレーザ(IPG)】
各種のグリーンファイバレーザ(IPG)の解説。
【レーザ(材料)加工法 】
それぞれの加工法をもう少し詳しく解説します。
【レーザ加工の歴史(下線は外国)】
スタート時から、研究も含めて紹介します。
【レーザによる各種加工現象】
各種加工現象による温度変化の履歴と、より詳細な科学的プロセス。
【各種レーザ加工法に適したパワー密度と照射(相互作用)時間】
レーザ照射時の条件をグラフで可視化。
【レーザ表面改質用の主なビーム照射方式】
ビーム照射方式の図による説明。
【レーザ表面改質処理法】
大まかにいうと、レーザを照射して部材を処理して変えるという手法か、粉末などを溶かしてものをのせるという二種類の加工がある。

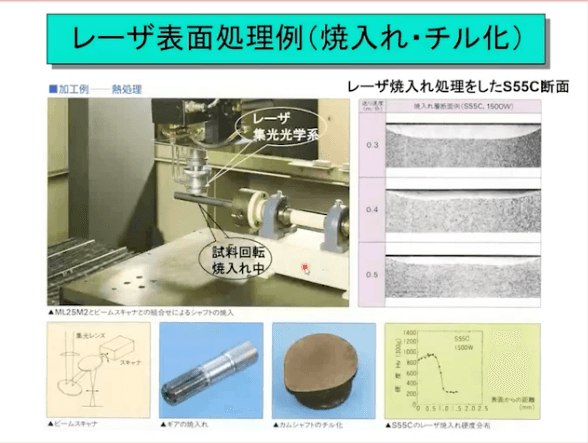
【レーザ表面処理例(焼入れ・チル化)】
表面の改質方法の解説。
【レーザ焼入れの例】
カライドスコープという手法を使って行う焼き入れの例。
【半導体レーザによる焼入れ】
半導体レーザを板に対して照射する実際の様子と解説。
【Fe-C系平衡状態図と生成相】
実際の焼き入れ処理とレーザ処理の比較。
【各種熱処理法とその特徴】
鉄の各種熱入れの方法の解説。
【合金鋼の冷却による生成組織と硬さ】
実際の冷却のグラフによる解説。
【鋼の硬さと炭素量の関係】
銅の硬さと炭素量の相関図。
【鋼の焼入れ用レーザシステムと温度一定制御で得られた各速度における硬さ分布】
実際のレーザ焼き入れ手法。温度のコントロールと速度と硬さの相関。
【レーザの吸収特性】
各種レーザの吸収特性をグラフで解説。
【Fraunhofer IWS の取組み - レーザ焼入れ】
半導体レーザによるタービンブレードの表面焼き入れ。
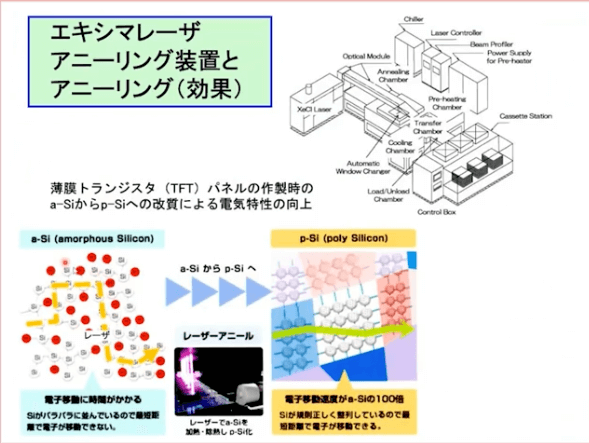
【エキシマレーザアニーリング装置とアニーリング(効果)】
エキシマレーザアニーリング装置とアニーリング(効果)の使われ方。
【エキシマレーザアニーリング(効果)】
アモルファスで作ったところにレーザ処理をした部分だけが結晶構造なり、電気の流れやすさが変わる。
【レーザ溶体化処理】
表面改質処理のひとつ、レーザ溶体化処理の詳しい解説。
【レーザフォーミング】
板にレーザを照射して熱を与えることによって、収縮して形を変える。
【レーザピーニング】
水の中に設置した対象物にレーザを照射して、空気中だと蒸発してしまうものを少なくして発色などをよくする。
【ステンレス鋼溶接時の凝固ミクロ組織と室温組織】
ステンレス鋼の凝固組織とか室温組織というのと、パルスなんかで急冷した時にどうなるか。
【シェフラーの組織図と注意点】
ステンレス鋼の溶接について知るには、シェフラーの組織図を知るのが一番良い。
【Fe-Cr-Ni 3元系状態図(等Fe量における縦断面)】
温度による変化など。
【シェフラーの組織図と溶接部の凝固組織】
シェフラーのところに組織図を当てはめてみたときの、それぞれの固まり方。
【ステンレス鋼レーザスポット溶接部のミクロ組織的特徴とそれに及ぼす急冷の影響】
組織の冷却速度の影響を受けて、レーザのスポット溶接は組織が変わる。
【2元系状態図と構造・組織に及ぼす凝固速度の影響】
速度をより早めた場合どんなことが起こるか。
【レーザ照射処理部の特徴とそれに及ぼす合金と冷却速度の影響】
実際に行った冷却速度の影響の実験の解説。
【レーザアモルファス化 (朝日新聞に掲載)】
実際に成功したレーザアモルファス化の紹介。
【レーザ アロィング(合金化)レーザ クラッディング(肉盛)】
レーザ アロィング(合金化)とレーザ クラッディング(肉盛)それぞれの特徴の説明。
【レーザクラッディング】
レーザ クラッディング装置の説明。
【Additive Manufacturing by Lasers* Productivity】
レーザ積層造形について各手法の紹介。
【レーザ積層造形; AM(アディティブ・マニュファクチャリング)】
【SLM】レーザー選択溶融
レーザー選択溶融を詳しい解説。
【LMDシステム構成】レーザ金属堆積
通常はレーザ、パウダー供給部、光学系などで構成されている。
【レーザクラディング】
レーザクラッディングを行っている実際の動画。
【LMD】
色々な方向に積み上げていくこともできる。
【レーザ表面改質 タービンブレード】
タービンブレードなどで、単結晶や多結晶でも積み上げていってニッケル基のものを作ることができる。
【レーザ蒸発法による超微粒子の創製】
例えば、レーザを照射して蒸発したものにガスを流して金属に吹き付けると、超微粒子の堆積したものを作れます。
【レーザ加熱蒸発法による超微粒子の作製(酸素中)】
酸素中であると、酸化物の超微粒子ができます。

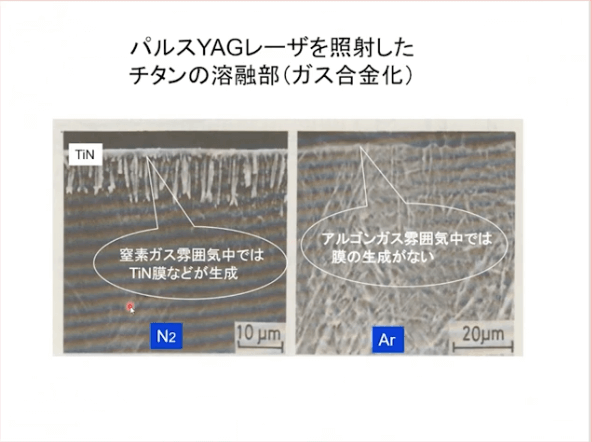
【パルスYAGレーザを照射したチタンの溶融部(ガス合金化)】
窒素中でレーザを照射すると、窒化膜ができる。
【チタンのレーザ窒化】
各条件ごとに生成される窒化膜の違い。
【レーザ(材料)加工法】
レーザ(材料)加工法について、本日紹介したことのまとめ。
【質疑応答】
Q.シェフラーの組織図の材料は?
Q.レーザーのアーニリングというのは、焼きなましじゃなくて焼戻しというのか?
Q.シリコンカーバイドのレーザーを使った処理も、アニーリングで上で焼きなますような処理をしているのか?
Q.SLMで、今どのような材料が注目されているのか?
レーザ加工法の種類の続きと特徴とレーザ溶接の基礎 溶接条件の影響と溶接現象・溶接欠陥
【レーザ加工例(LMD+溶接+切断)】
今回はレーザー加工の種類と特徴ということで、レーザーというのは、いろんなところに使われています。例としてクラウディングの例が挙げられます。昔はレーザーメタルデポジションが、今はランディング、そしてさらにこれを積み上げるとAMと言ったりして、今一番流行りの研究になります。
【レーザー溶接】
レーザーは連続で出る場合と、それからパルスで出る場合と大きく分けると2種類あります。同様に、溶接もスポット溶接と連続の溶接の2つ挙げられます。

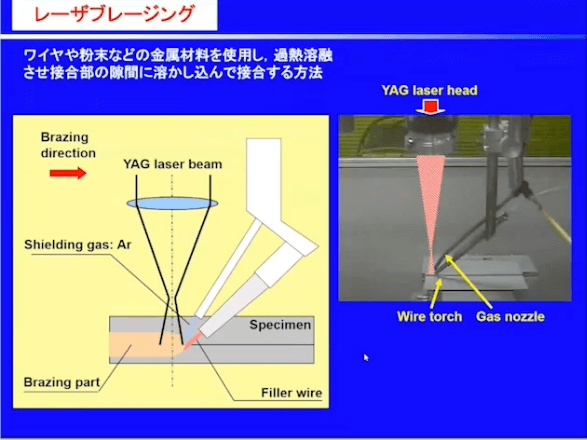
【レーザブレージング】
溶接の話から離れて接合の例を紹介します。ブレージングという方法についてです。
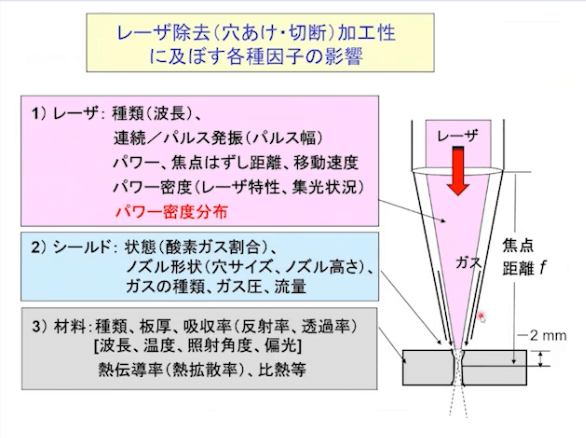
【レーザ切断・穴あけの基礎】
次に除去加工と物質除去除去加工法の話です。穴あけ、切断、スクライディング、トリミング、マーキング、バランシング、表面正常化など、これは昔の分類なので、もう少しこれに付け加えなければいけないのですが、紹介していきます。実際に穴あけとか切断とか、そういったことの物質状況がどのようなものかということを紹介していきます。
【 加工結果に及ぼす加工条件の影響 】
切断とは、レーザーをどうするか、ガスをどうするか、材料の吸収がどうなるかというところが影響してきます。
【加工用レーザとその特徴】
レーザーリモート切断と高速度レーザー切断の違いについてのお話しです。
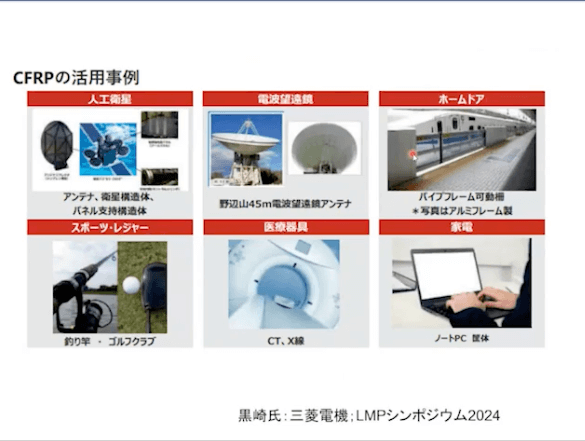
【(1) レーザ切断(連続発振/パルス発振レーザ)】
CFRPの活用事例とレーザー切断についての紹介です。CFRPという素材は、プラスチックに炭素が入っててプラスチックの中では一番特性が良く、引っ張り強いとか軽い特性をもっています。
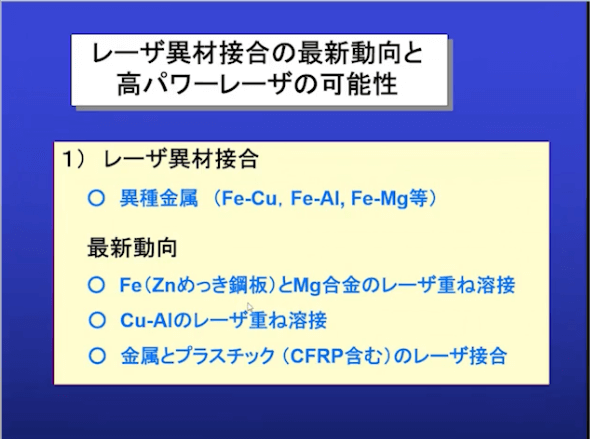
【レーザ異材接合の最新動向と高パワーレーザの可能性】
鉄とマグネシウム合金の溶接、あるいは銅とアルミの溶接金属の溶接が盛んにされています。
特に挙げられるのが、銅とアルミと金属プラスチックCFRPです。この結果について紹介していきます。
【超短パルス(ps・fs)レーザによる穴あけ】
ナノ秒に対してピコ秒になると、熱影響が小さなものができるという話をしていきます。

【質疑応答1】
Q.1 パワーというのはパルスエネルギーのことを指すのでしょうか?
Q.2 熱影響部という点で、レーザーを当てた際に基盤の歪みはどのようになるのでしょうか?
【(1) レーザ溶接現象 ー 溶込み形状と深さ】
レーザー材料加工の種類の中の加工現象と欠陥の話です。最初は溶接の話を中心にしていきます。どんなことかというと、レーザー溶接の基礎的なところとして溶接現象があり、主にはパルスレーザーと連続発振のレーザーあります。
【パルスレーザによるスポット溶接現象】
パルスレーザーによるスポット溶接と連続レーザーによるビーム溶接の紹介です。
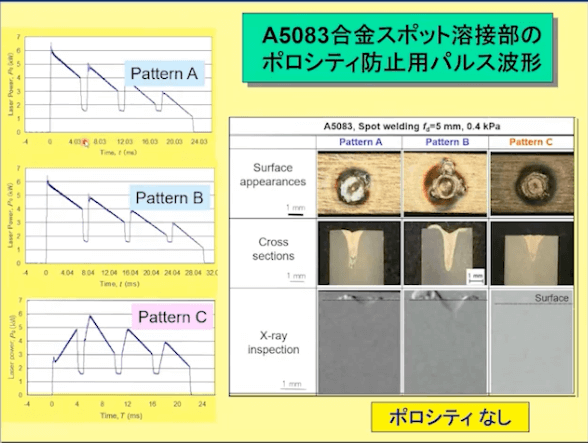
【ポロシティと凝固割れの発生と防止】
アルミの例で、A5083合金スポット溶接部のポロシティ防止用パルス波形についての紹介です。
【質疑応答2】
Q.1 前後に小さなエネルギーを加えることで加工時間は変わるのでしょうか?
Q2. 割れ防止のために20mm秒かけているのは何故でしょうか?
レーザ加工現象、レーザ加工欠陥の発生と防止策、ならびに各種材料のレーザ加工性
【レーザ加工現象】
今回紹介するのは、レーザー加工の現象であったり、欠陥の発生機構や防止策、そして従来、各種材料のレーザー加工というのは、それぞれのところで示してきていますが、更にステンレスやアルミ機構版も含め、紹介していきます。
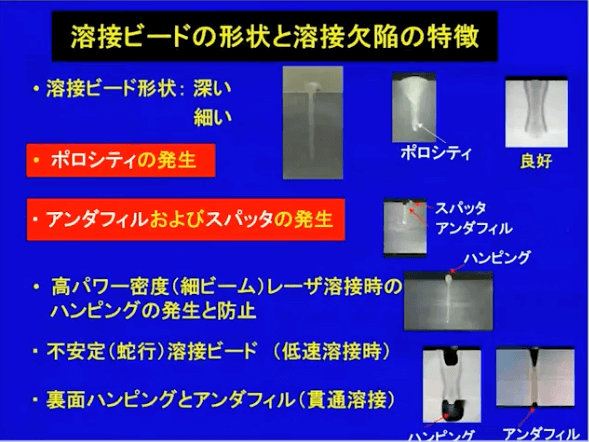
【レーザ溶接欠陥の種類と特徴および防止法1】
レーザー溶接の場合、連続のレーザーを照射すると深い溶接部ができます。板厚10ミリの貫通溶接などができることになります。
また、通常の場合遅い場合はプロシティが出現し、速い場合はスパッタが出てアンダーフィルができやすいです。これを防ぐためには、中間的な速度を選ぶなどをする必要があります。これについても詳しく紹介していきます。
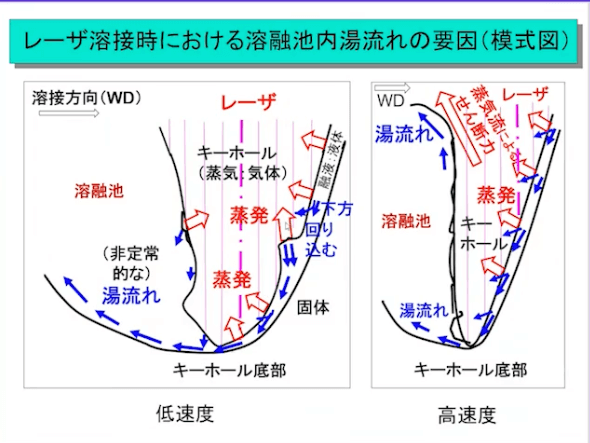
【レーザ溶接欠陥の種類と特徴及び防止法2】
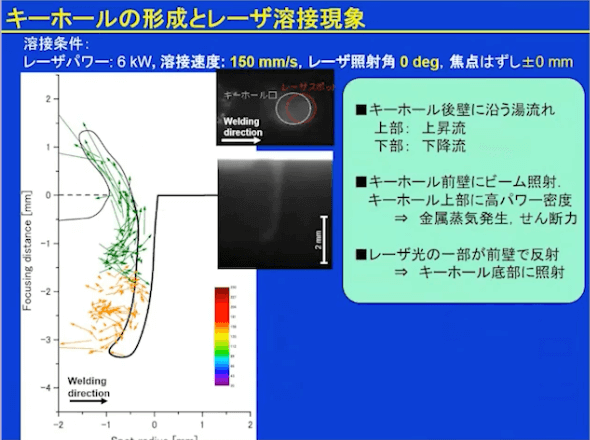
速度が遅いと、キーホールが空きレーザーが照射されます。レーザーの速度が遅い場合、前壁もなく全体にレーザー光が当たります。そしてそれぞれ蒸発が垂直方向に起こります。
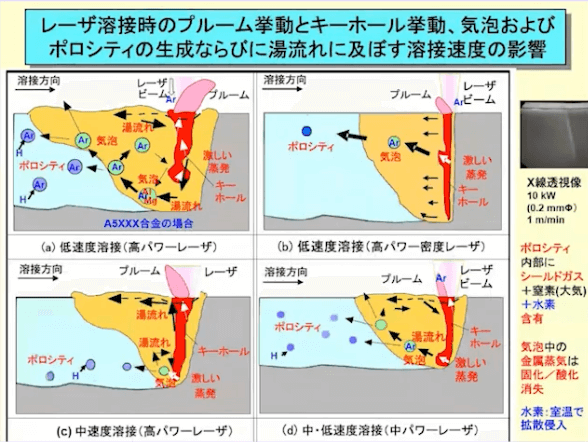
【レーザ溶接欠陥の種類と特徴および防止法3】
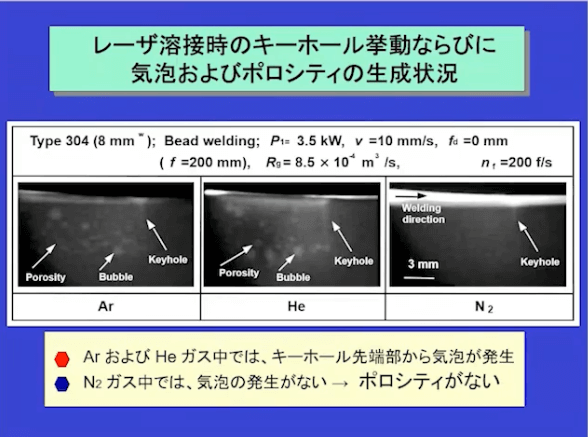
様々なもので実際に観察すると、例えばもっと速度が遅い場合は、キーホールが崩れ、ここの気泡がボコボコしたような形状になります。主な成分のアルゴンを主要ガスとして使うとアルゴンが入っていく。
また、この速度がもう少し速めであっても、ボコボコと大きな形状になり、上に逃げる場合もありますが、上の方に形成します。それに対して、さらにもう少し速度が早めになると、今度は底部のみ上部に上がらずに、底部だけに気泡が形成するという形状になります。
【レーザ溶接欠陥の種類と特徴および防止法4】
ステンレスの場合、アルゴン、ヘリウム、窒素等のガスを使って溶接すると、アルゴンやヘリウムはキーホールの先端からボコボコと気泡ができます。
それに対して窒素は気泡のボコボコとした形状はできません。窒素はステンレスの中だと、クロムが蒸発しやすく、窒素と結びつきます。そしてクロムの窒化物ができ、窒素の影響はキーホールの中に入っても除かれます。
例えば多く入ってきても、窒素はステンレスの溶融値に固溶されるので、固溶され消えると、それは減る方向に行くというなことです。ステンレスに対して窒素とアルゴンなどの混合だとアルゴンの影響で気泡がでますが、100%窒素のガスを使用するとポロシティの少ないものを作ることができます。
【レーザ溶接欠陥の種類と特徴および防止法5】
高速度の場合、レーザスポットとキーホール口はずれていきます。つまりレーザスポットが当たったところにキーホール口ができるのではなく、最初は温度が上がりにくいということから、高速になればなるだけ、前方は溶融しにくくなって固体ができるのです。
よって中心のパワー密度の高いところが、キーホール口の前壁に当たり、後壁に近い箇所に当たると、レーザは反射するような形状になります。この底部は曲げられるということになります。
【レーザ溶接欠陥の種類と特徴および防止法6】
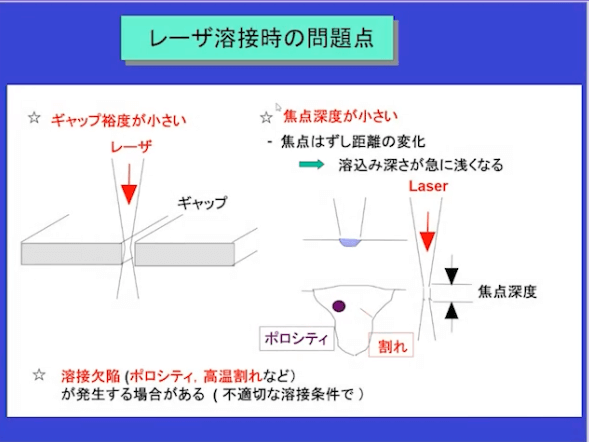
レーザー溶接の問題点としてもう一度復習していきます。
まずレーザーの泣き所は、溶接する際、絞ってパワー密度の高いところを作ることによって溶融をさせています。突合せのところろにギャップがあると溶融がしづらくなります。そういった時にはワイヤーを使うなり、ビームを横に振らすなどして、それを埋めていきます。約0.1ミリ以上あると、普通に走った場合難しくなります。例えばそれを横に振らすなど対応すると、0.5ミリぐらいになります。それからアークやワイヤーを使用すると1ミリぐらいのギャップまでは対応できますが、それよりも広くなると対応が難しくなってきます。
【各種材料のレーザ加工性1】
アーク溶接の場合の温度分布を示した図を見ながら解説していきます。
レーザも同様に、キーホールの周りは温度がだんだん低くなっていきます。そして溶接は左から右に進む流れのため、前の方が温度分布的には詰まってきます。高速度になると、細長く楕円形状になっていきます。

【各種材料のレーザ加工性2】
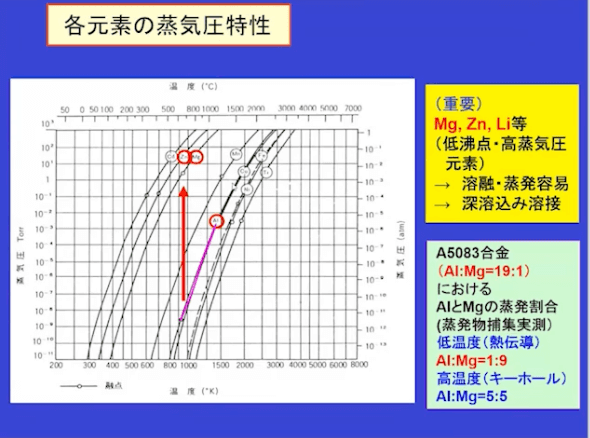
各元素の蒸気圧特性を示した図を見ながら解説していきます。
横軸に温度、縦軸に蒸気熱を示しています。アルミニウムの場合、温度を上げていくと溶けます。温度がさらに上がると蒸発しやすくなります。アルミが溶けた時点で、亜鉛やマグネシウムは何千倍と非常に蒸発しやすくなります。
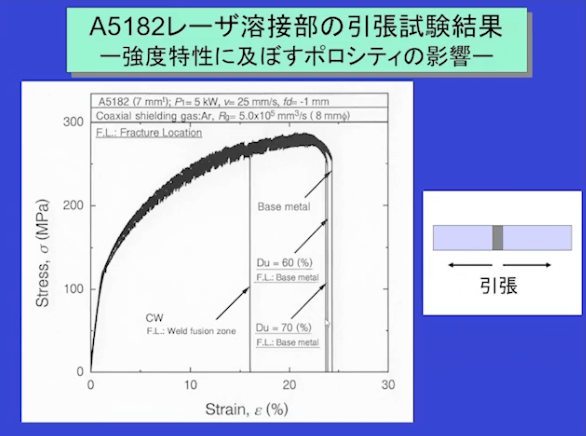
【各種材料のレーザ加工性3】
溶接でポロシティのないものを作ることができたため、60%や70%(Du)のポロシティが少ないものであれば、母材とほぼ同じような強さになります。いわゆる加工硬化で強くする材料系とは、O材という一番弱いレベルのものとは、ほぼ同じ溶接の強さのものが作れるということになります。
【各種材料のレーザ加工性4】
亜鉛メッキ鋼板やアルミニウムマグネシウムの鋳造材などにおける、キーホールとは別のポロシティについて紹介していきます。
【質疑応答】
Q. ポロシティやスピード、キーホールの位置などがキーワードかなと思うのですが、母材、アルミニウム、カッパを含んだものですが、非金属で何か1つ例はありますか?
A. 異材の接合の時です。金属と非金属、金属とプラスチックの接合などですね。そういうところで出てきます。
レーザ溶接に関する欠陥(割れ)の種類、異種材料、モニタリングと適応制御、実用化例
【レーザ溶接欠陥(割れの種類)、特徴、発生機構と防止策】
今回の話は、割れ、異種材料の溶接、モニタリング、適応制御です。それから実用化例を示していきます。
まず割れについてです。溶接欠陥のうちのポロシティについては前回紹介しましたが、今回は高温割れ、特に凝固壊れについてです。これらの発生機構や発生状況、割れ感受性と溶接条件などを紹介します。
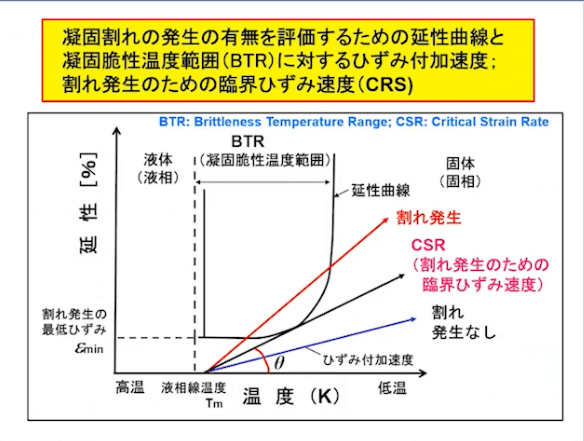
【凝固割れは何故起こるのか】
今度は話が変わり、「割れ」とはどのように、そしてなぜ起こるのかなど、割れの機構について紹介します。
【異種材料のレーザ溶接性、およびレーザ溶接時のモニタリングと適応制御】
異種材料の接合、次にインプロセスモニタリングや適応制御などを紹介します。
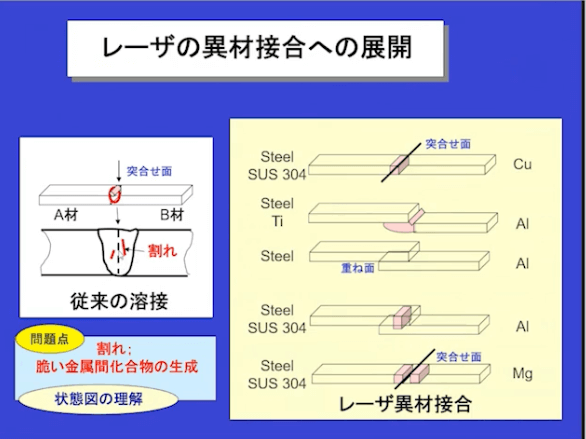
【Fe-Al 異材接合】
次は鉄とアルミの溶接を考えていきます。状態図を示しながら説明していきます。

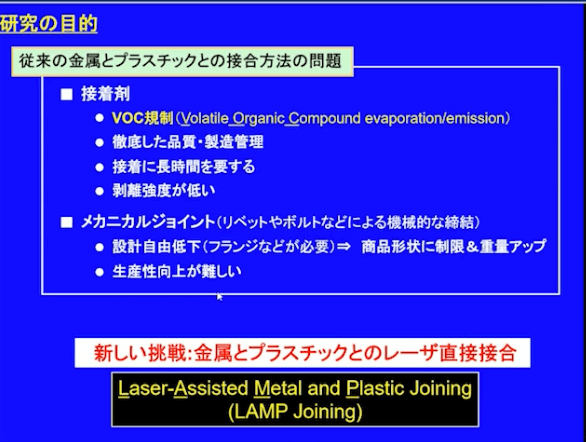
【従来の金属とプラスチックとの接合方法の問題】
金属とプラスチックの接合にトライした結果について紹介します。
【質疑応答】
Q1. バブルとポロシティはイコールと考えていいのでしょうか?
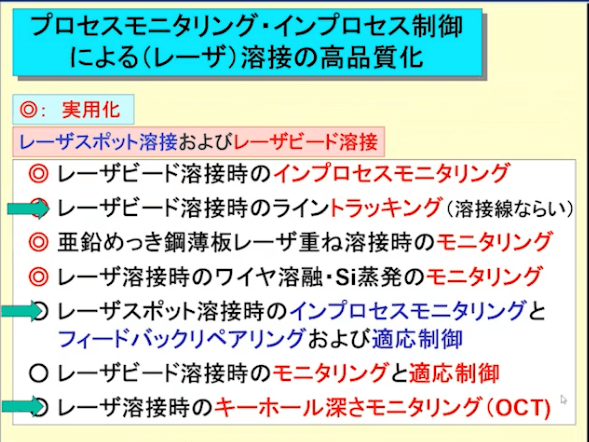
【プロセスモニタリング・インプロセス制御による(レーザ)溶接の高品質化】
モニタリングや、インプロセスモニタリング制御による溶接の高品質化などを紹介していきます。
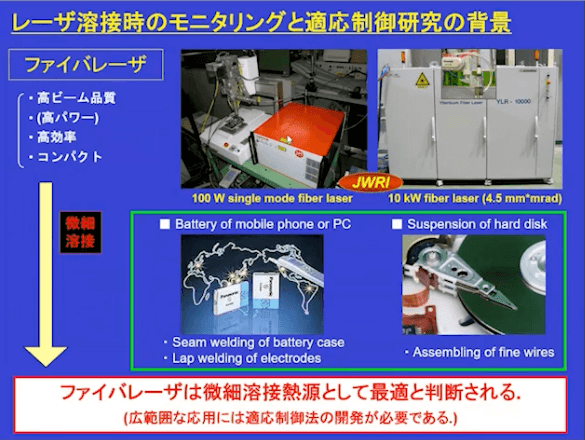
【連続の溶接(ファイバーレーザの場合)】
前トピックではスポット溶接の場合について解説しましたが、今回は連続の場合のファイバーレーザー溶接を行った際についての解説です。
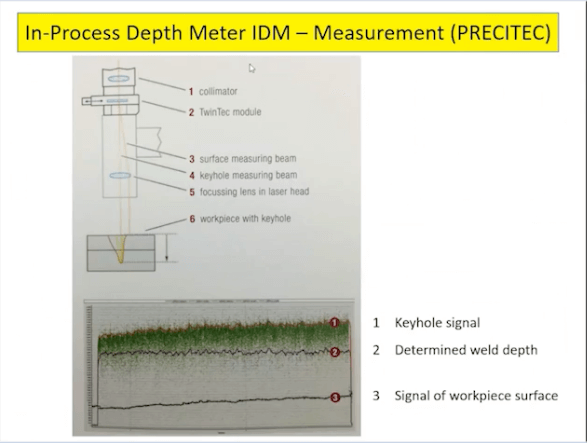
【モニタリング装置(キーホール深さ計測装置)】
現在、もっとも流行しているモニタリング装置(キーホール深さ計測装置)についてのお話しです。
【PRECITECのOCT】
PRECITECという会社の「OCT」についてのお話です。
【レーザ溶接の実用化例】
レーザー溶接を中心にした実用化についてのお話しです。
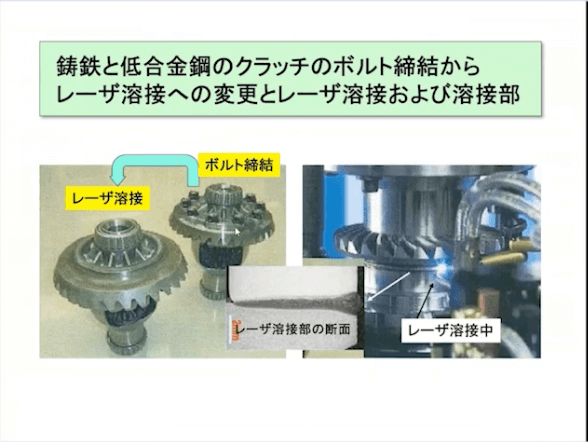
【様々な分野でのレーザ加工技術の例】
ボルトナットで留めていたものをレーザー溶接するということで、鋳鉄と低合金鋼のクラッチのボルト締結から、レーザ溶接への変更と、レーザ溶接および溶接部についてのお話をしていきます。
【これまでのまとめ】
これまでのセミナー内容の総まとめです。
【質疑応答】
Q,1 レーザの溶接の欠陥に関して、今後はどのような溶接が注目されてくるのでしょうか?
レーザー・光学の動画学習サービス OptiVideo
豊富なレーザー・光学の動画コンテンツが定額で見放題で、他では聞けない有名な先生の講義が視聴可能です。
労働安全衛生法やJIS C6802を網羅したレーザー安全の講義内容を発信。
使用者、管理者にマストな、あらゆる危険に備える知識を「OptiVideo」で学べます。
また、月1回以上のWebセミナー講習が無料で聴講可能です。
